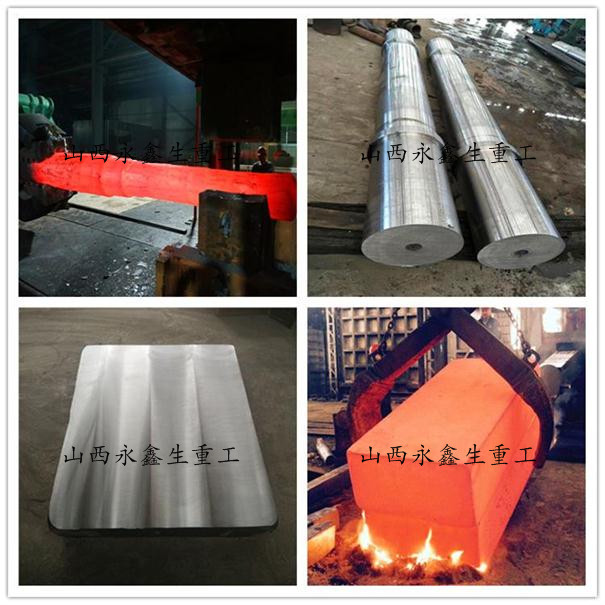
大型鍛件表面的滲碳處理工藝
為了解決困難和促進(jìn)我國(guó)鍛件滲碳淬火強(qiáng)化工藝的迅速發(fā)展,經(jīng)過幾年摸索實(shí)驗(yàn)之后,我們找到了一種在普通臺(tái)車爐中即可完成大型或特大型鍛件表面滲碳處理的工藝方法涂覆滲碳法。
涂覆滲碳法的主要特點(diǎn):無需專用滲碳設(shè)備,在普通的箱式爐中即可完成大型鍛件的滲碳處理。滲劑消耗量少,滲劑價(jià)格低廉。

滲碳劑為特制的糊狀物質(zhì),只需在鍛件欲滲碳部位涂上一層三倍于滲層深度的滲劑并適當(dāng)密封,即可將鍛件裝入普通加熱爐中,進(jìn)行滲碳。滲碳完成后,鍛件表面涂覆物質(zhì)極易清理干凈,滲劑無毒、無嗅、無環(huán)境污染。
滲碳速度與滲后熱處理。滲碳速度與氣體滲碳相同。但可以很方便地將滲碳溫度提高至980-1000℃,大大提高了滲碳速度。
在930℃左右的條件下,為獲得2.5-2.8mm、3.5-3.8mm、4.5-4.8mm、5.5-5.8mm滲層,所需滲碳的時(shí)間分別是28h、42h、65h及100h。滲碳后熱處理按常規(guī)工藝制度進(jìn)行,無特殊要求。
為了保證鍛件質(zhì)量,提高產(chǎn)品的使用性能和使用壽命,除了在生產(chǎn)過程中要隨時(shí)檢查鍛件質(zhì)量外,入庫前鍛件還必須經(jīng)過專職人員進(jìn)行質(zhì)量檢查。
鍛件檢驗(yàn)的內(nèi)容包括:鍛件幾何形狀與尺寸、表面質(zhì)量、內(nèi)部質(zhì)量、力學(xué)性能和化學(xué)成分等幾個(gè)方面,而每一方面又包含了若干內(nèi)容。
鍛件所需進(jìn)行的具體檢驗(yàn)項(xiàng)目和要求,須根據(jù)鍛件重要性等級(jí)來定。鍛件的等級(jí)是按零件的受力情況、工作條件、重要程度、材料種類和冶金工藝不同進(jìn)行劃分,各工業(yè)部門度鍛件等級(jí)的分類不盡相同,有的將鍛件分為三個(gè)等級(jí),有的分為四個(gè)或者五個(gè)等級(jí)。
